V1等級
近乎無窯變色。

以歐洲進口磁磚或國家CNS規範所訂立標準概分為陶質、石質、瓷質三大類。





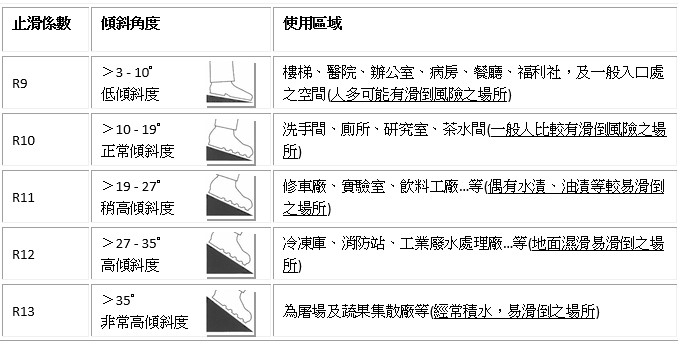
該法測試的是動態臨界角。直立狀態的測試者穿著特製鞋在塗佈機油的樣品板上行走,樣品板以一定的速度從水平開始逐漸傾斜,直到測試者在行走中出現不安全的跡象。防滑等級對應的臨界角度如下: